Mecanizado 2.5 ejes
Como ya habíamos visto ateriormente, el mecanizado CNC son máquinas automáticas que se controlan por ordenador, lo que permite un aumento en la producción en menor tiempo y un aumento en la presición.
En este post, hablaremos del Mecanizado 2.5 ejes.
¿Qué es este nuevo mecanizado y cómo funciona?

El mecanizado CNC de 2.5 ejes consiste en varias operaciones que se aplican en centros de mecanizado de 2.5 y 3 ejes. Estas operaciones se utilizan para la frabricación de distintas piezas, y estas, de distintos materiales. Los ejes se mueven en el plano XY de manera simultánea al arranque de viruta (corte).
Por otro lado, este mecanizado permite el desplazamiento por 3 ejes (XYZ), pero nunca de manera simultánea durante el corte.
La gran diferencia de este sistema de corte con los que vimos anteriormente, es que el 2.5 ejes permite desbastar cantidades de material mayor a otras, y de manera rápida y pareja. También, sirve cuando se necesitan acabados finos, o para superficies más curvas pero, al mismo tiempo, no tan pronunciadas.
Desarrollo desbaste
Paso 0
Exportamos el respaldo desde el archivo de la silla Fresia a uno nuevo.
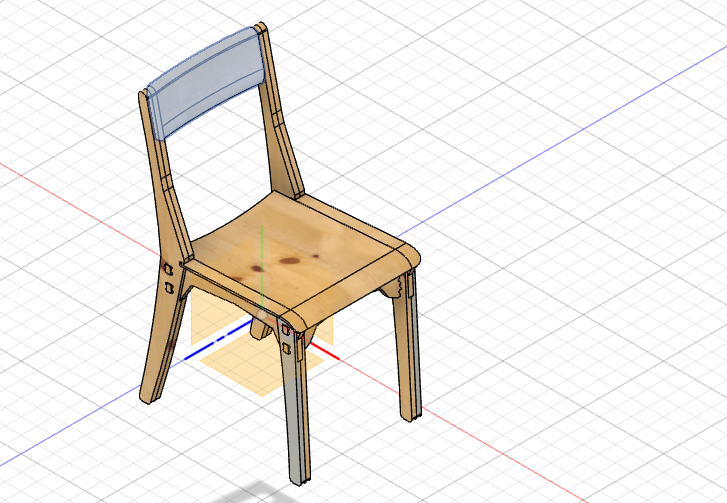
Paso 1
Alineamos el respaldo al plano en el que queremos trabajar.
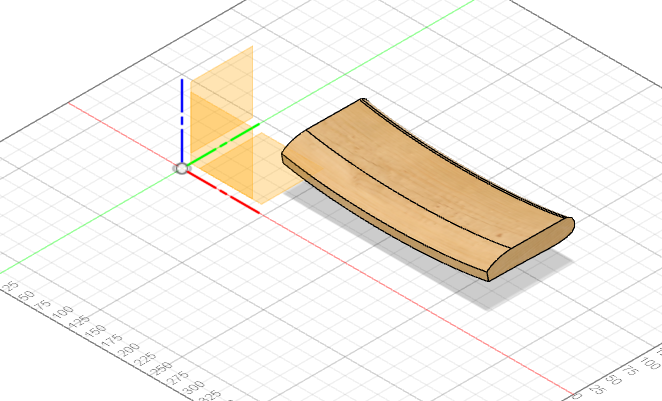
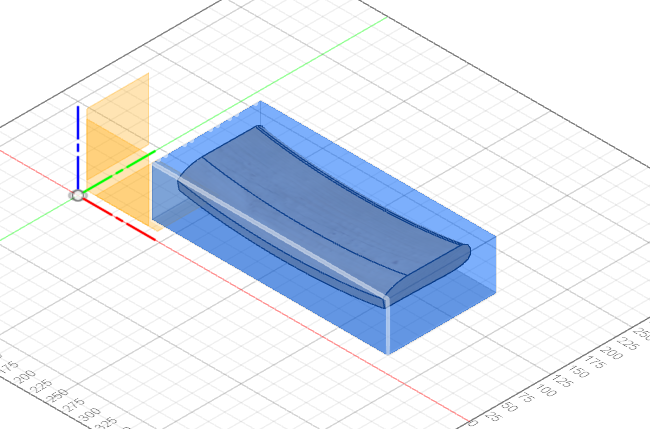
Paso 2
Creamos un sketch en el plano XY y posteriormente lo extruimos. Le bajamos la opacidad en el menú de la izquierda con el botón derecho.
Paso 3
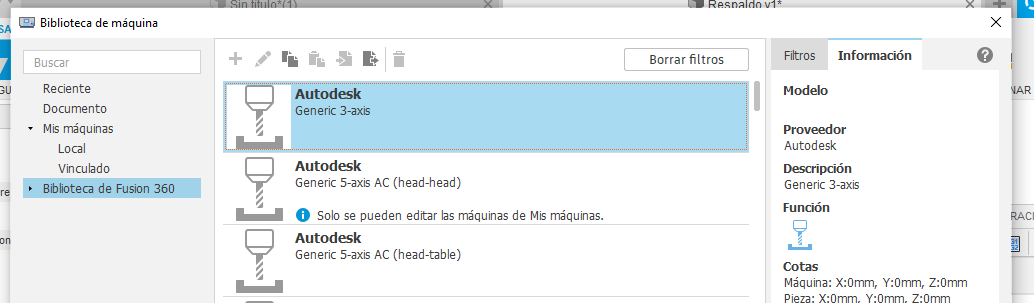
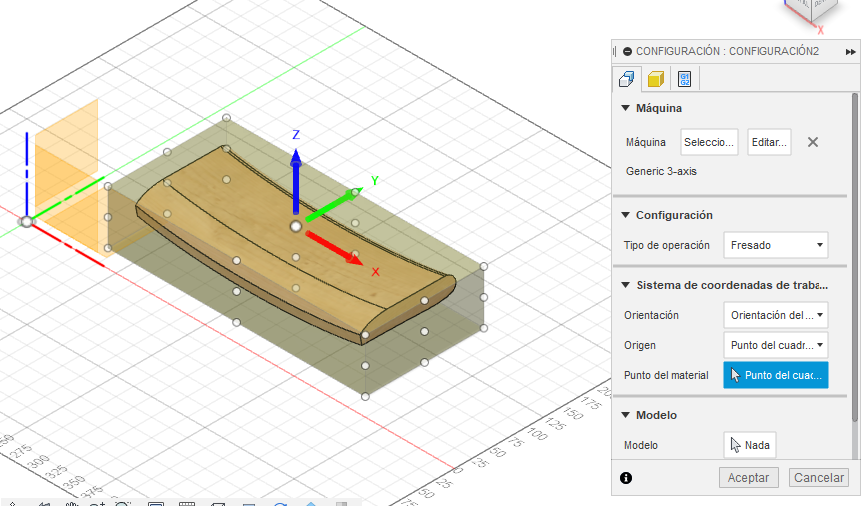
Cambiamos de diseño a “fabricación” y en configuración seleccionamos la máquina (generic 3-axis). Luego en “material”, seleccionamos “modo” y “desde sólido”. En “sólido del material” seleccionamos el cuerpo que creamos anteriormente. Volvemos a configuración, y en “orintación” seleccionamos eje Z y eje X. Eje Z: la cara superior y eje X: la arista frontal. Seleccionamos punto del cuadrado y por último en modelo seleccionamos el respaldo. Le damos ok.
Paso 4
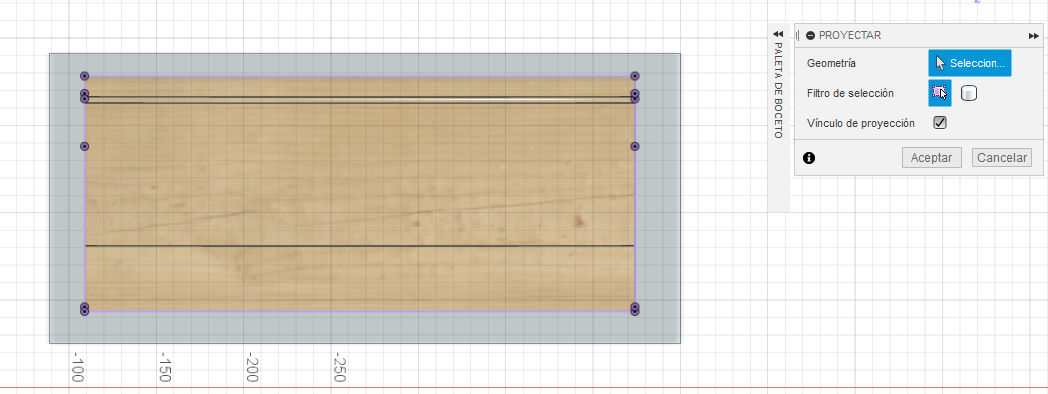
Volvemos a diseño, y con la letra P, creamos un sketch con respecto al plano superior del respaldo.
Paso 5
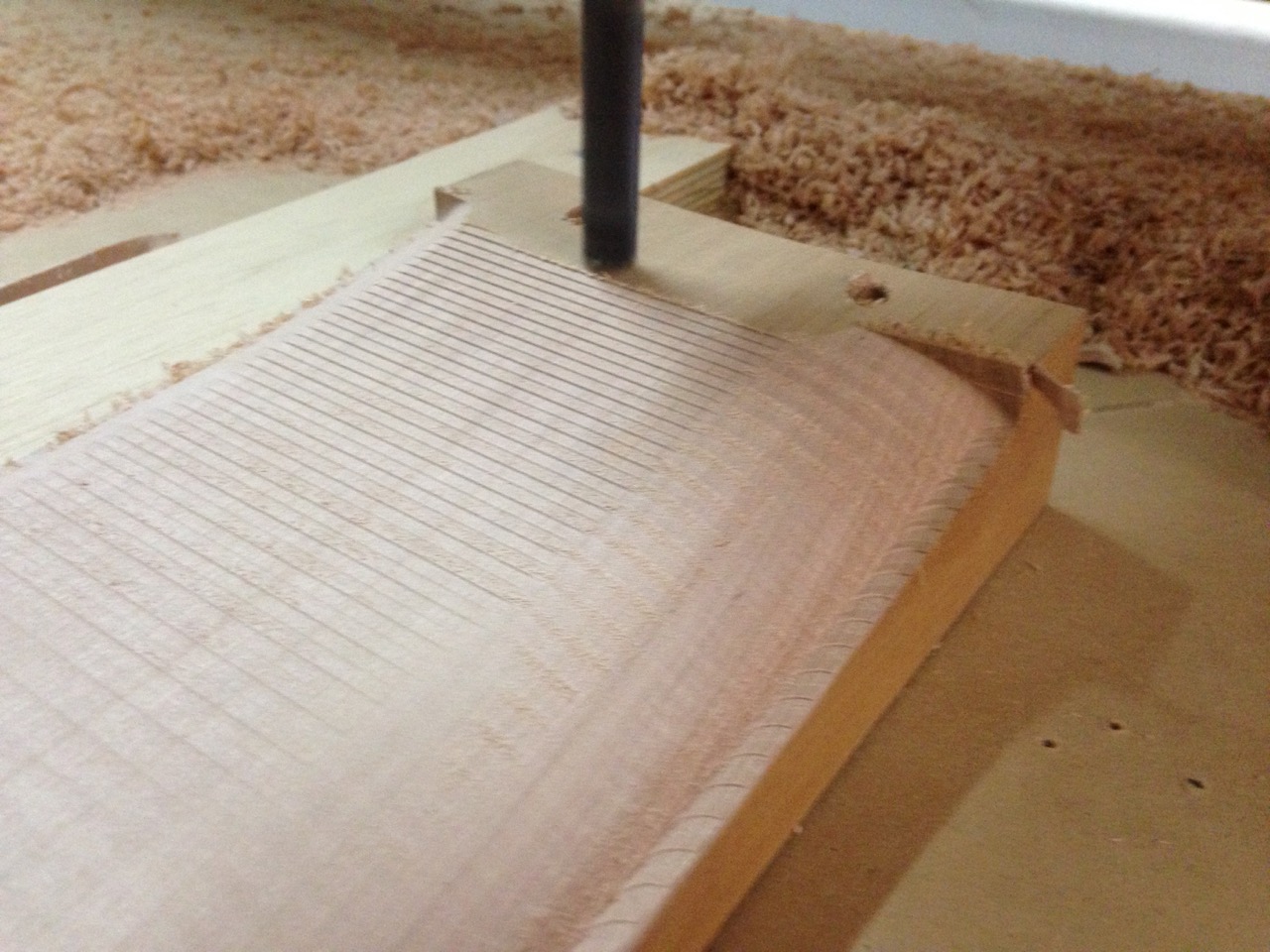
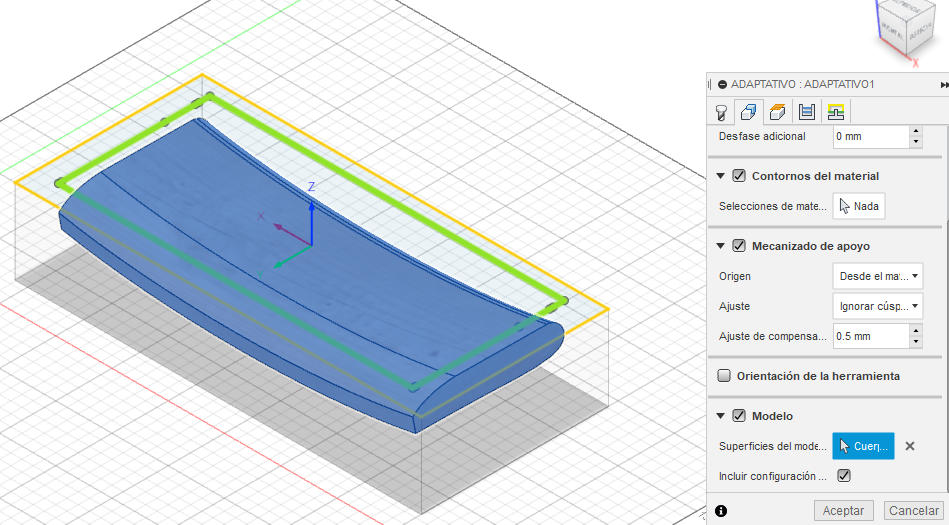
Nuevamente, volvemos a fabricación y hacemos el primer desbaste. En inspección, presionamos “limpieza adaptativa”. Luego configuramos en herramienta y geometría la fresadora y las áreas de trabajo y le damos ok. Nos da un error, y ajustamos a 3 mm el optimal load. Con esto se puede ver la primera limpieza.
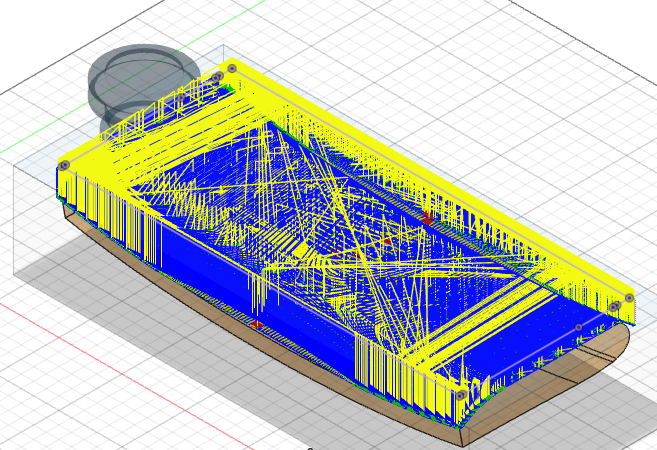
Paso 6
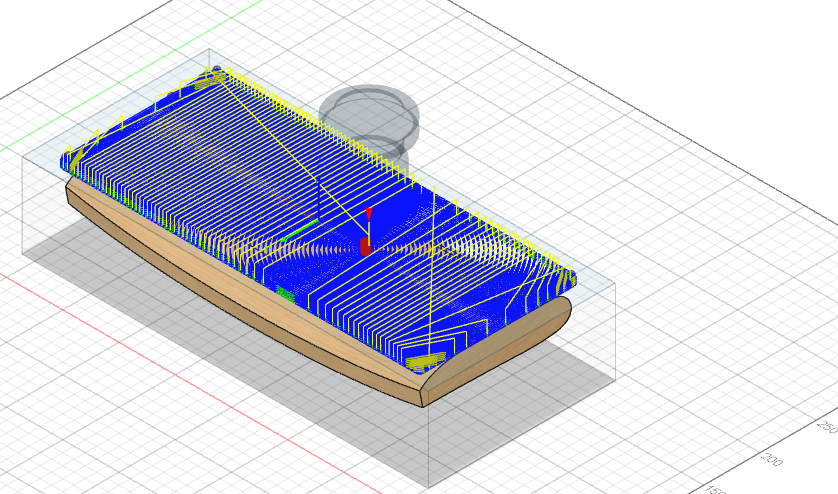
En inspeccion, ahora presionamos paralelo, y en la configuración, mantenemos la fresa que elegimos, y en geometría, primero cambiamos el contorno y seleccionamos el sketch que hicimos en la craa superior. Luego seleccionamos modelo y marcamos el respaldo (sin incluir superficies del modelo). Le damos ok
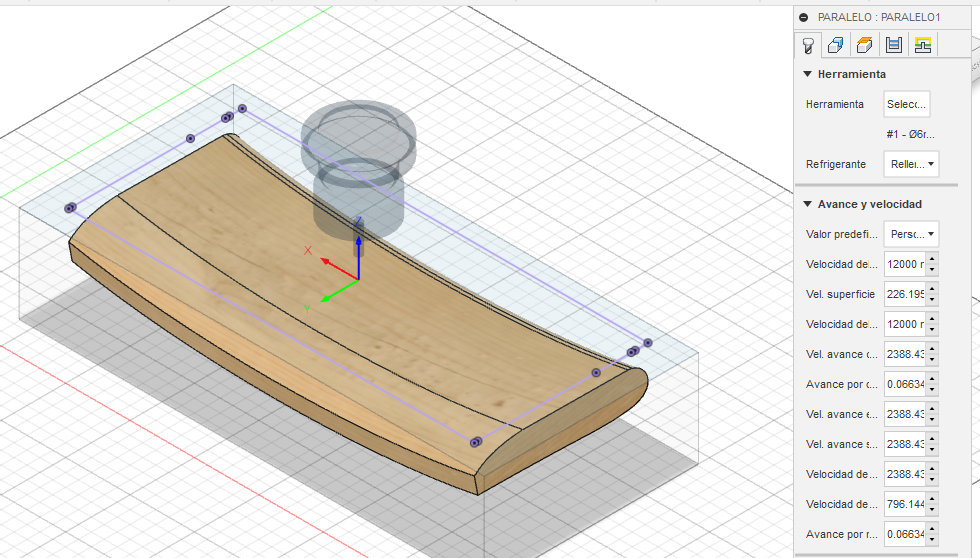
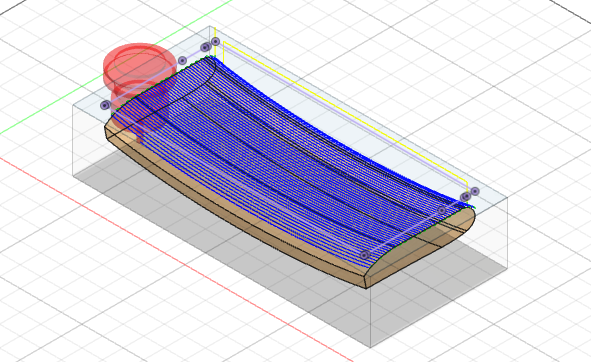
Paso 7
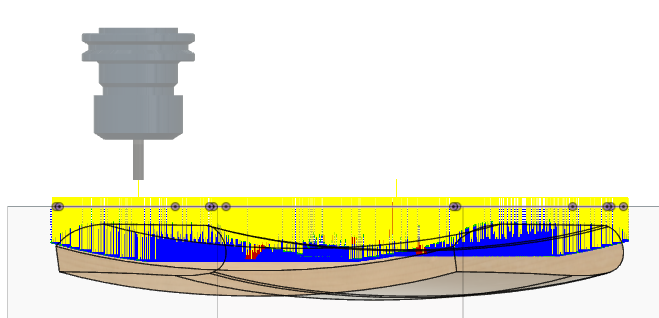
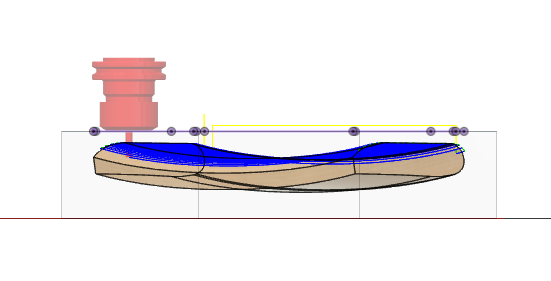
Duplicamos em configuraciones “paralelo”, y le ajustamos en pasadas la dirección de pasadas a 90 deg y la sobrepasada a 2 mm para evitar que la fresa choque con el borde. Le damos ese borde extra.
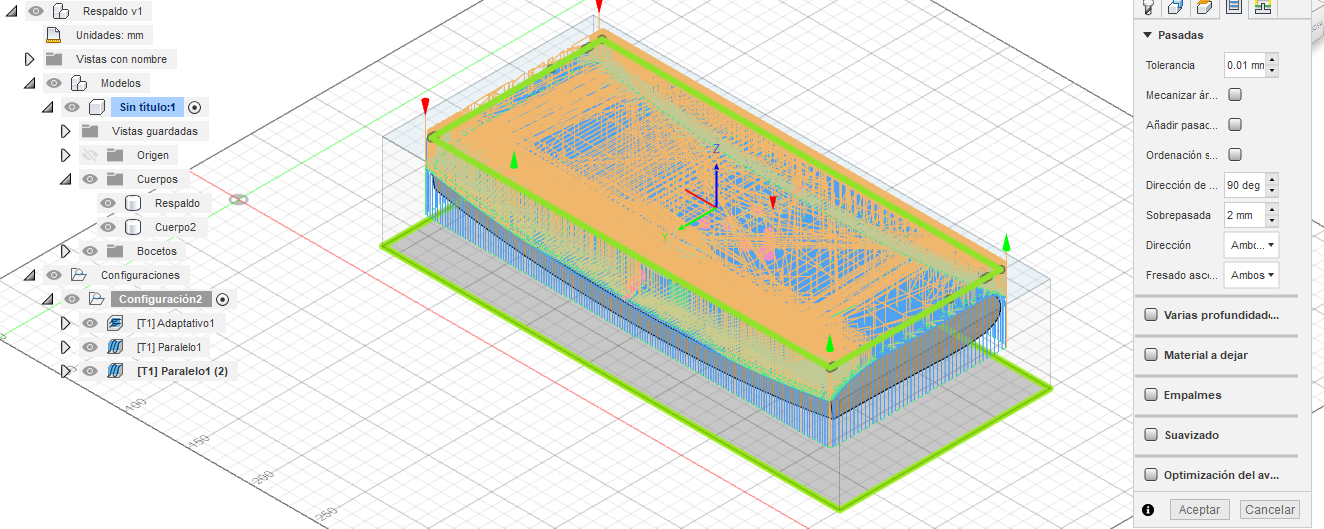
Paso 8
Vamos a la biblioteca de herramientas, y a la fresa que estamos usando, le vamos a dar copiar e inmediatamente apretamos editar con el botón derecho, y lo renomabramos y en cortador, la longitud por debajo del soporte la aumentamos a 40 mm. Le damos ok. Posteriormente editamos las tres operaciones que habíamos creado (Adaptativo, paralelo 1 y paralelo 1 (2)) y cambiamos la fresadora a la nueva que creamos y arreglamos el error que nos señala de 6 mm a 3 mm.
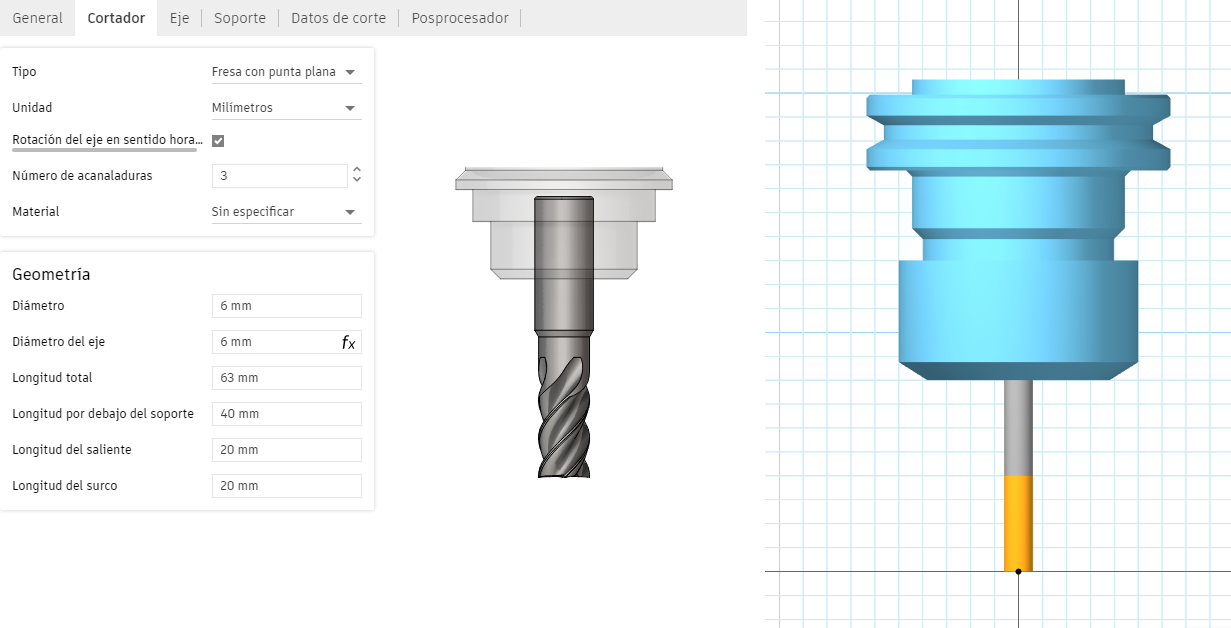
Paso 9
Por último, para tener un mejor terminado en las dos terminaciones paralelas que hicimos,volvemos a editar la fresa en la biblioteca de herramientas. Buscamos ball y seleccionamos la “3/4” Ball Endmill. Así evitamos que haya impacto.
Iframe respaldo Fusion 360
Galería desbaste respaldo